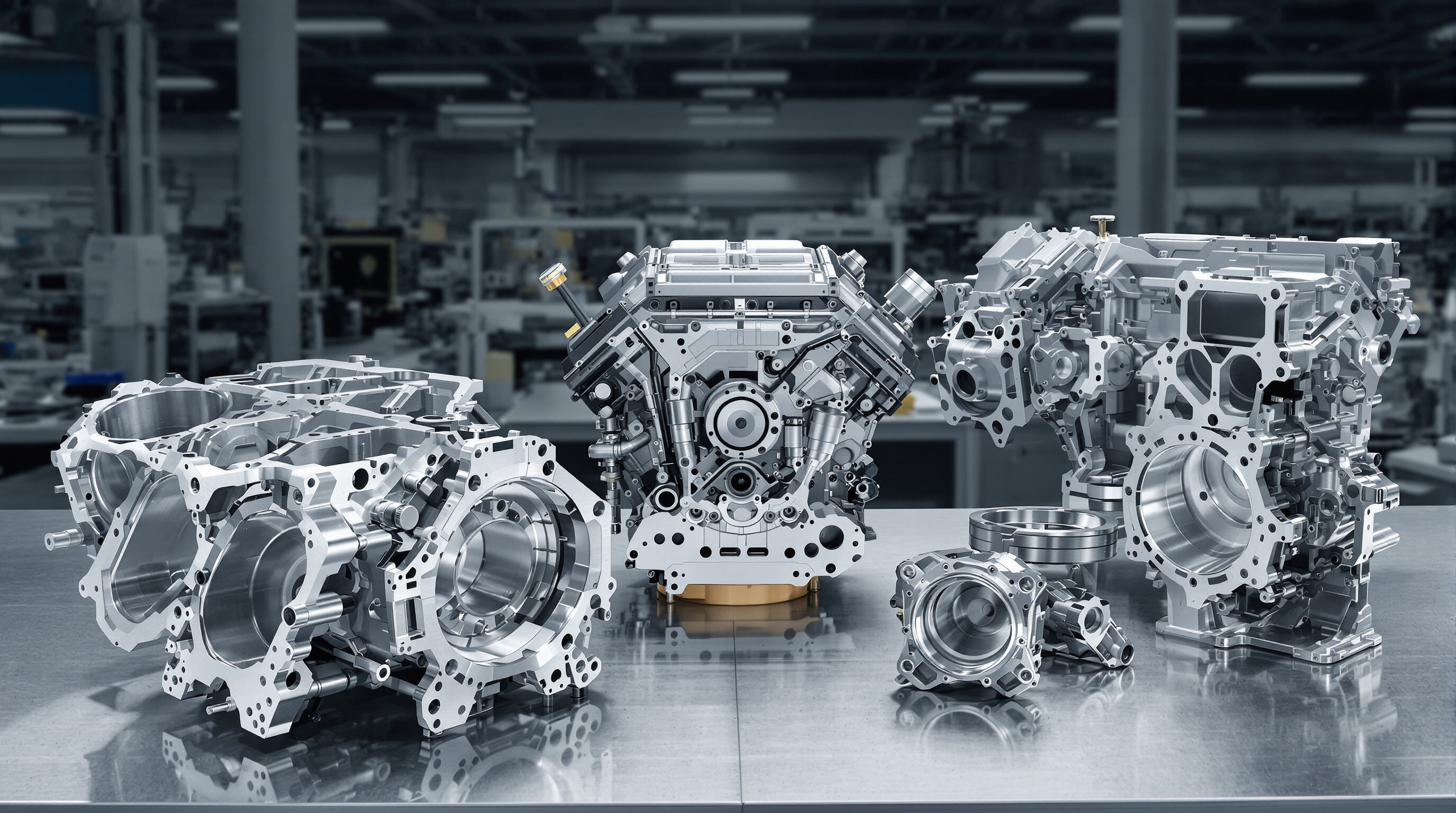
Использование станков с ЧПУ произвело революцию в способах, которыми автопроизводители создают детали двигателя с чрезвычайно малыми допусками на уровне микронов. Именно такая точность позволяет достичь более эффективного сгорания топлива и снизить уровень выбросов. Если рассмотреть такие детали, как головки цилиндров и впускные коллекторы, то внутри них имеются самые разнообразные сложные формы, включая каналы для охлаждающей жидкости и впускные отверстия для воздуха. Современное производство позволяет обрабатывать эти элементы с точностью до 0,025 мм, что способствует надежному уплотнению между компонентами, а также обеспечивает правильный поток воздуха через двигатель. Такая точность имеет огромное значение при создании современных высокопроизводительных двигателей.
Двигатели высокой производительности работают в экстремальных условиях, при температурах свыше 300 °C и интенсивных циклических нагрузках. Компоненты, изготавливаемые с помощью станков с ЧПУ, такие как корпуса турбокомпрессоров и днища поршней, всё чаще изготавливаются из жаропрочных сплавов на никелевой основе и композитов с углеродным упрочнением. Эти материалы сохраняют структурную целостность при высоких температурах и снижают вес деталей на 15–20% по сравнению с традиционными чугунными аналогами.
По мере перехода автопроизводителей на платформы электромобилей (EV), обработка на станках с ЧПУ обеспечивает производство алюминиевых блоков цилиндров, которые на 40 % легче традиционных конструкций. В рамках недавнего проекта по разработке электромобиля удалось достичь повышения энергоэффективности на 12 % за счёт интеграции точно обработанных каналов охлаждения и оптимизированных по весу рёбер жёсткости в конструкцию алюминиевого блока.
Автомобильная промышленность переходит на алюминиево-магниевые композиты и титановые сплавы для критически важных компонентов двигателя, что обусловлено требованиями к топливной экономичности и коррозионной стойкости. Согласно отраслевым отчетам, более двух третей новых конструкций двигателей теперь включают эти передовые сплавы, снижая массу двигателя в среднем на 22% без ущерба для долговечности.
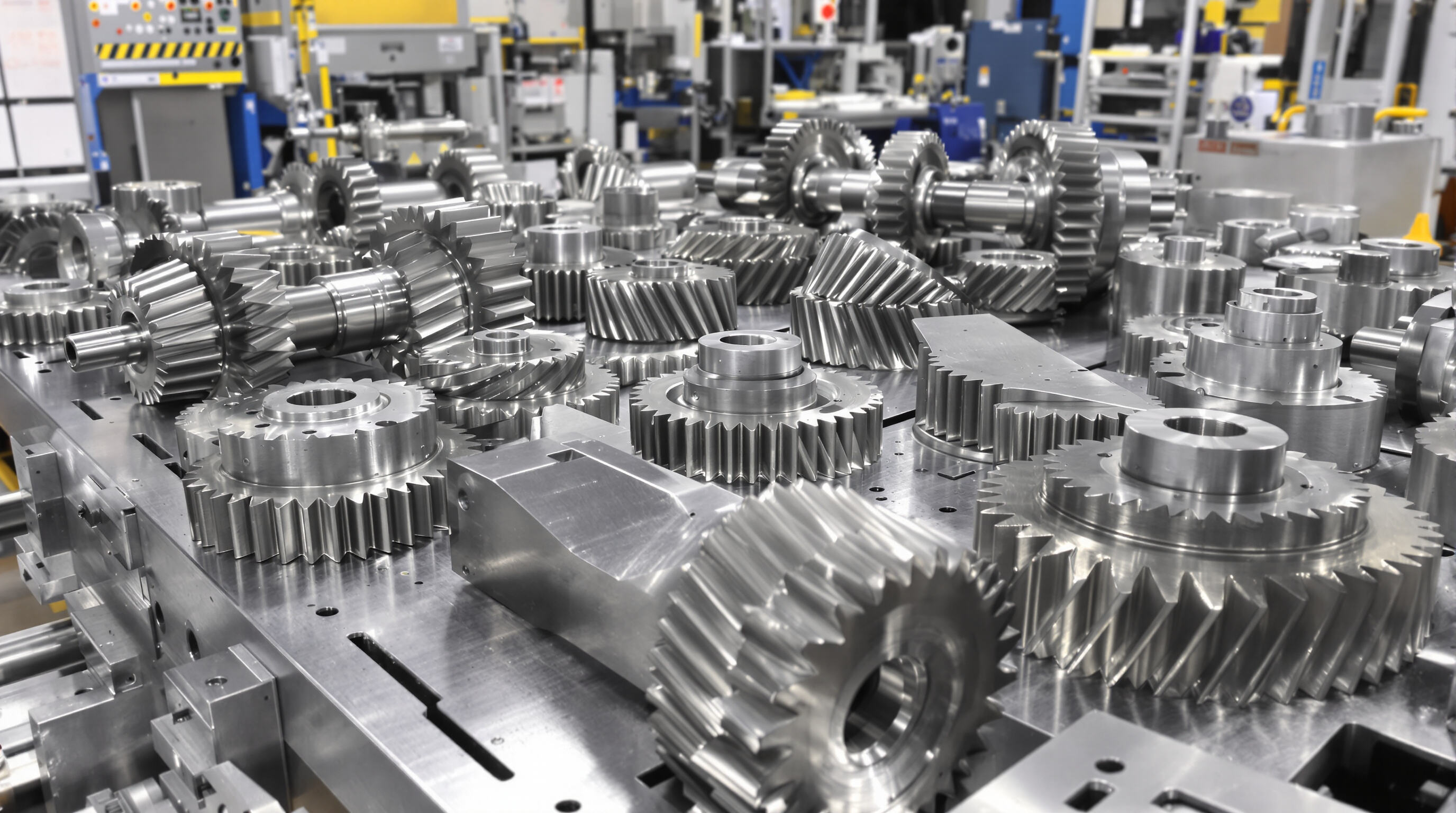
Что касается компонентов трансмиссии, то при обработке на станках с ЧПУ можно достичь допусков в пределах ±0,005 мм. Такая точность обеспечивает правильное зацепление зубьев шестерён и эффективную передачу мощности по всей системе. Многоосевые станки с ЧПУ особенно хорошо справляются с коническими шестернями с круговым зубом, поддерживая отклонение угла профиля менее чем на 0,1 градуса. Что это значит для автопроизводителей? Одно из преимуществ — меньший уровень шума от современных автоматических коробок передач. Если рассматривать контактные пятна между шестернями, детали, изготовленные на станках с ЧПУ, демонстрируют примерно на 25 % лучшее совпадение по сравнению с деталями, произведёнными традиционными методами. И не стоит забывать и о долговечности — такие улучшенные компоненты могут проработать дополнительно около 40 000 часов, прежде чем потребуется их замена, только в дифференциалах.
Автоматизированные ячейки с ЧПУ с 5 осями производят около 3800 валов трансмиссии в неделю с почти идеальной размерной стабильностью — 99,97%. Лазерные измерительные системы проверяют каждый пятидесятый компонент, выходящий с линии, что сократило уровень брака до всего 0,8%. Это намного лучше, чем обычно бывает при ручной сборке, где уровень брака может достигать 3,2%. Такая стабильность позволяет автопроизводителям использовать стандартизированные детали на всей линейке из 14 различных моделей автомобилей. При этом они по-прежнему соответствуют строгим стандартам ISO 1328 в отношении качества шестерен. И действительно, если подумать, такие улучшения позволяют сэкономить значительные средства только за счёт снижения производственных затрат.
Процесс фрезерования с ЧПУ создает рычаги подвески и тормозные суппорты с точностью до микрона, что означает идеальное совпадение таких мелких деталей, как шаровые шарниры, направляющие штифты и тормозные поверхности. Когда компоненты изготавливаются с такой точностью, это существенно влияет на управляемость транспортного средства и его реакцию при торможении. Недавнее исследование 2024 года в области автомобильной безопасности выявило интересный факт также и о тормозных дисках. Исследование показало, что если эти диски имеют параметр шероховатости поверхности менее Ra 0,8 микрон, они уменьшают проблему образования стекловидной поверхности на колодках примерно на 27% по сравнению с тем, что обычно наблюдается у стандартных литых дисков. Такое улучшение имеет значение как для производительности, так и для долговечности.
Компоненты, критически важные для безопасности, такие как корпуса клапанов ABS и приводы электронного стояночного тормоза, требуют очень точного контроля размеров в процессе производства, обычно в пределах плюс-минус 0,01 миллиметра. Токарная обработка с ЧПУ обеспечивает отсутствие утечек гидравлической жидкости из этих деталей и правильную калибровку датчиков, чтобы они корректно работали с современными системами помощи водителю. Недавние испытания показали, что алюминиевые поворотные кулаки рулевого управления, изготовленные на станках с ЧПУ, способны выдерживать более полутора миллионов циклов усталостных нагрузок при моделировании ударов по выбоинам. Такая прочность многогранно свидетельствует о их надёжности в реальных условиях эксплуатации.
Производители автомобилей всё чаще прибегают к фрезеровке с ЧПУ в сочетании с передовыми материалами, такими как спечённые композиты из углеродного керамического материала для тормозных дисков и хромомолибденовой стали при производстве элементов подвески. Эти материалы выделяются своей способностью лучше выдерживать нагрев по сравнению с обычным чугуном — улучшение теплостойкости составляет примерно от 40 до даже 60 процентов, а также они значительно легче по весу. Согласно последним рыночным исследованиям, в будущем ожидается резкий рост спроса на такие премиальные тормозные решения. Примерно к 2033 году объём рынка может достичь почти 38 миллиардов долларов США, что будет обусловлено в основном новыми стандартами безопасности в автомобильной отрасли и быстрым расширением производственных линий электромобилей по всему миру.
Что касается топливных рамп для двигателей с непосредственным впрыском, то фрезерование с ЧПУ позволяет достигать допусков до 0,01 мм и даже лучше, что обеспечивает гораздо более равномерное распределение топлива по всему двигателю. В прошлом году были опубликованы исследования, в которых сравнивалась производительность таких фрезерованных топливных рамп с литыми, и результаты оказались довольно интересными — колебания давления снизились примерно на 18 %, что привело к улучшению процесса сгорания в целом. Обеспечение правильной совместной работы всех компонентов также является непростой задачей. Топливные форсунки и различные датчики должны идеально подходить друг к другу, чего можно достичь только с помощью точности, предоставляемой современными многокоординатными станками с ЧПУ, используемыми сегодня на производственных предприятиях.
Нержавеющая сталь (марки 304/316) и никелевые сплавы, такие как Inconel 718, являются стандартными материалами для выпускных коллекторов и корпусов турбокомпрессоров благодаря их способности выдерживать температуры выше 900°C. Достижения в области режущего инструмента с ЧПУ теперь позволяют эффективно обрабатывать эти закалённые материалы, сокращая время производства на 22% при сохранении усталостной прочности в условиях высоких тепловых циклов.
С помощью фрезерной обработки с ЧПУ инженеры теперь могут создавать рабочие прототипы, которые почти идентичны тем, которые в конечном итоге пойдут в массовое производство. Возьмем, к примеру, корпуса батарей электромобилей. Используемые здесь 5-осевые станки с ЧПУ обеспечивают очень высокую точность обработки — в пределах ±0,05 мм, что особенно важно для эффективного управления тепловыделением. Согласно последним данным отрасли за 2025 год, наблюдается значительный рост эффективности. Современные высокоскоростные станки сокращают время изготовления прототипов примерно вдвое по сравнению со старыми методами. Что делает это возможным? Скорость вращения шпинделя, превышающая 60 000 об/мин, в сочетании с умным программным обеспечением, которое автоматически оптимизирует траектории резания с помощью алгоритмов искусственного интеллекта. Довольно впечатляюще, если задуматься.
Один из крупных производителей автозапчастей смог сократить время от создания прототипа до массового производства почти вдвое, когда начал комбинировать 3D-печать с традиционными методами CNC. Ключевым оказалось использование аддитивных технологий для изготовления сложных внутренних деталей, при этом внешние поверхности, подверженные значительным нагрузкам, по-прежнему обрабатывались на станках с ЧПУ. Точность изготовления алюминиевых креплений электродвигателей для электромобилей составила почти идеальные 98%. Помимо этого, объем производимых отходов снизился примерно на треть, что позволило компании достигнуть своих экологических целей, не жертвуя эксплуатационными характеристиками деталей в реальных условиях.
у 3D-печати определенно есть свои преимущества с точки зрения свободы проектирования, но когда речь идет об испытаниях реальных характеристик, обработка на станках с ЧПУ по-прежнему имеет преимущество. Возьмем, к примеру, прототипы трансмиссий из алюминия марки 7075-T6 — они могут выдерживать напряжение около 290 МПа перед разрушением, что почти вдвое превышает показатель 3D-печатных версий с пределом в 160 МПа. Еще одним важным преимуществом обработки на станках с ЧПУ является точность. Допуски здесь значительно жестче — около ±0,005 мм по сравнению с гораздо более широким диапазоном в 0,2 мм, характерным для большинства процессов печати. Это особенно важно для деталей, таких как корпуса турбокомпрессоров, где надежное уплотнение имеет решающее значение. Проведенные в 2025 году испытания подтвердили, что разрыв в производительности между этими двумя методами изготовления остается значительным.
Когда передовое 3D-сканирование сочетается с обработкой на станках с ЧПУ, появляется возможность воссоздавать труднодоступные старые детали с почти идеальной точностью. Сегодня можно достичь совпадения около 99,7 %, что весьма впечатляет. Например, при одной из недавних работ по реставрации автомобиля детали сканировали с помощью технологии КТ, а затем на станке с ЧПУ изготовили новые тормозные суппорты из никелевого сплава. Эти новые детали прослужили дольше оригинальных версий из чугуна, продемонстрировав примерно на 28 % лучшую стойкость к износу со временем. Судя по тенденциям отрасли, рынок послепродажных услуг ЧПУ, похоже, ожидает устойчивый рост. Эксперты прогнозируют увеличение на уровне около 19 % в год до 2030 года, поскольку всё больше людей ищут индивидуальные модификации и повышение производительности своих автомобилей.
Обработка на станках с ЧПУ (числовым программным управлением) — это производственный процесс, при котором заранее запрограммированное компьютерное программное обеспечение определяет движение инструментов и оборудования на заводе. Он используется для изготовления сложных деталей с высокой точностью.
Фрезерная обработка с ЧПУ обеспечивает высокую точность и воспроизводимость, что делает ее идеальной для производства автомобильных деталей, требующих жестких допусков и долговечности.
Легкие материалы повышают топливную эффективность транспортных средств, снижают выбросы и улучшают эксплуатационные характеристики, позволяя производителям оптимизировать конструкции без ущерба для прочности.
Детали, изготовленные с помощью ЧПУ, обеспечивают точную посадку и функциональность, гарантируя оптимальный воздушный поток и распределение топлива внутри двигателя, что приводит к более полному и эффективному сгоранию.
Такие материалы, как жаропрочные сплавы на никелевой основе, алюминиево-магниевые композиты и титановые сплавы, теперь широко используются для повышения термостойкости, снижения веса и увеличения прочности автомобильных компонентов.
Хотя 3D-печать отлично подходит для быстрого прототипирования и сложных геометрических форм, обработка на станках с ЧПУ предпочтительнее для деталей, требующих высокой прочности, точности и долговечности.



